Find content
Find contentDue to absence of TED, Jaxon is the best
CaptainSlug
Member Since 17 Feb 2006Offline Last Active Aug 10 2021 11:37 AM
Posts I've Made
In Topic: ESPER - Elastic Spring Plunger Experiment (with a) Really cool name
18 November 2018 - 09:51 PM
STL Files are now public: https://www.thingive...m/thing:3223214
Hardware list:
First "production" unit has shipped


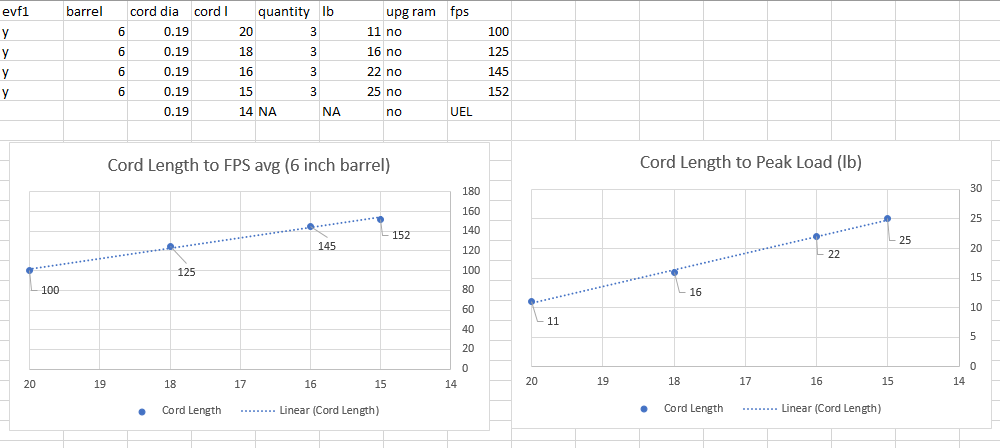
And I have my first set of chronograph data.