Begun January 24, 2014
Disclaimer: I did not want to anger any admins so instead of creating a new post for each section and making an interactive table of contents, I just broke it up into a few different sections due to image posting limits.
Is there a limit to the number of links allowed in a post? I'm not unfamiliar with post formatting, but for some reason, some things don't like to work right.
Read photos from left to right, top to bottom. Thank you Zorns Lemma for helping me with regex.
Rainbow

This writeup for a Rainbow Pump will address common points of failure and pitfalls, include a McMaster parts list, extensive photos and instructions, diagrams and cutting templates. This is an 'Open Source' homemade design based on Ryan's original Rainbow Pump. However, this one requires slightly fewer steps and is also slightly cheaper. I would have focused on a pump-action plusbow writeup instead, but I feel like due to their greater cost, difficulty to make, and similar performance, a pump-action Rainbow is better. I saw numerous +bows used during 'geddon, and they all seemed similar in most ways to a pump-action Rainbow. Because there is already a very good write-up (although old), this writeup will not go super in depth on the things that are similar, but will focus on the things that are different. Much of this information is repeated from my other write ups. If you’ve read those, you’ll encounter repeat information. If you haven’t read them, I’d recommend you do. They have some information that isn’t repeated. Without further delay, here it is:
Pump-action Rainbow Blaster
Table of Contents
-Overview and Cost
-Templates
-Tools
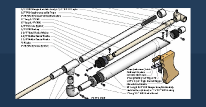
-Diagrams
-Procedure - Linked
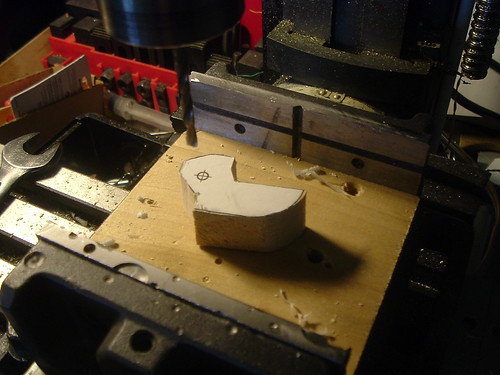
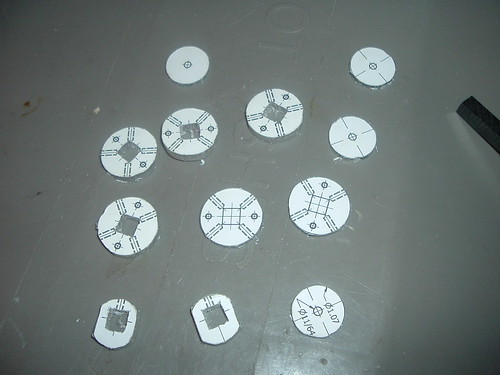
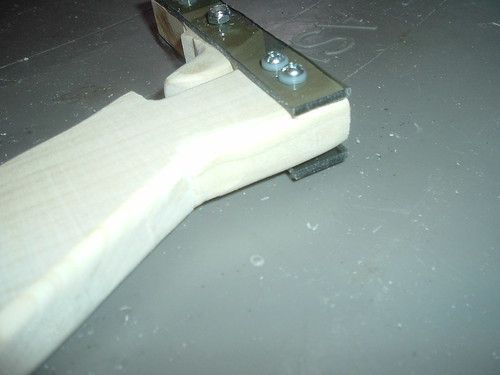
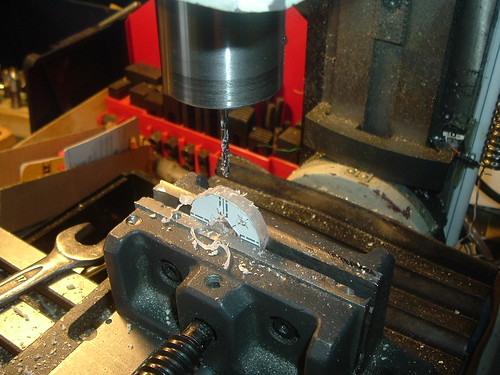
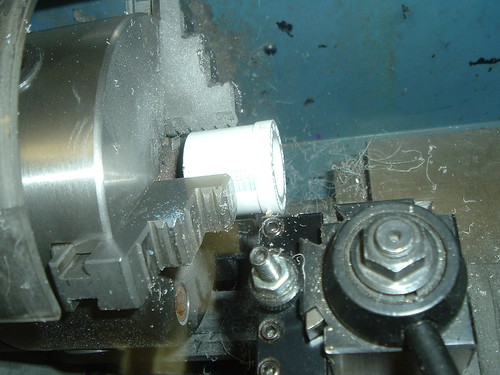
--Machining Pieces
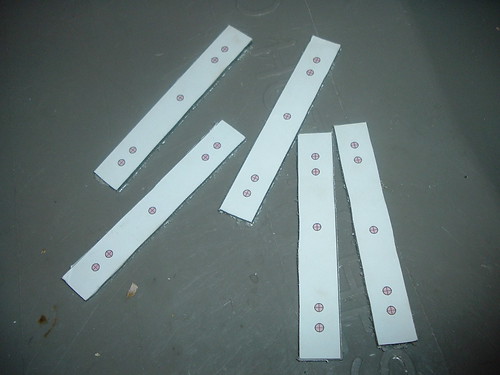
---Side Plates
---Handle Pieces
---Catch Circles
--Handle
---Handle Assembly
--Catch
---Cut
---Drill and Tap
---Assemble
--Plunger Rod
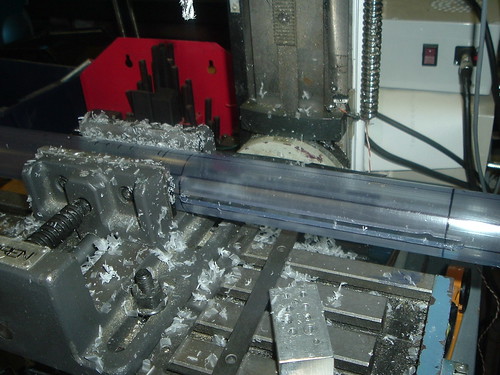
--Main Body - Linked
---Measuring
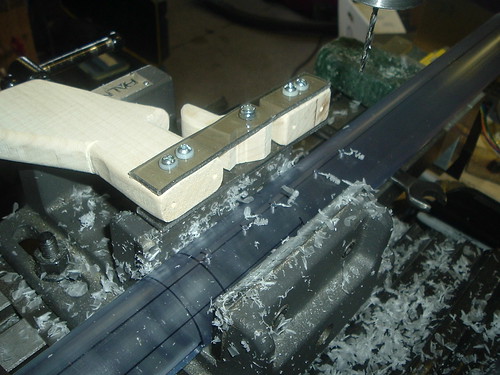
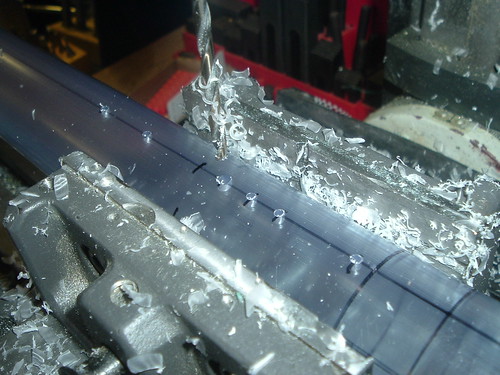
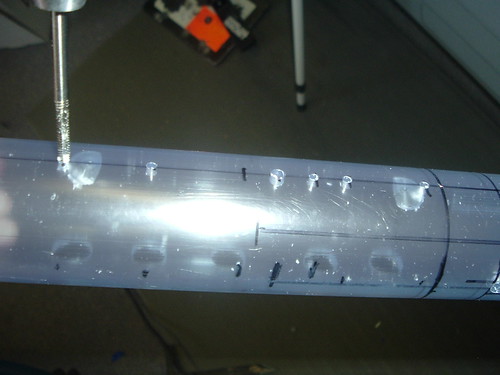
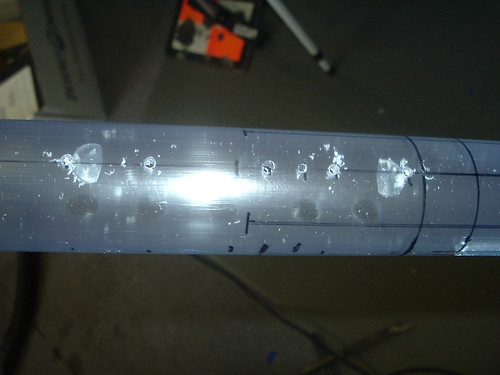
---Cutting, drilling, and Milling
---Tapping
---Catch
---Reattach Handle
---Back to Plunger Rod - Linked
--Priming Slide
---Slot in Priming Slide
---Access Hole
---Half Pipe
--Back to the Blaster
--Sheath and Stock
--Front Bushing - Linked
--Modified Stock
-Errors
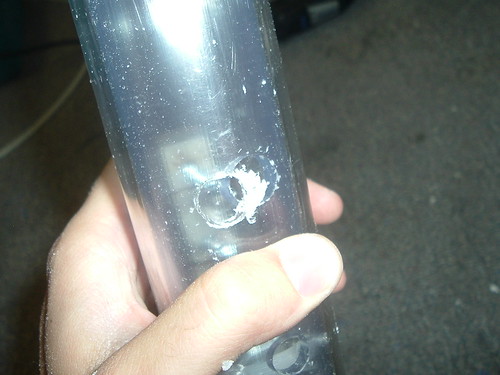
-Plunger Rod Breakage
Overview and Cost
Ryan’s original blaster used a PVC inter coupler piece that I didn’t think was the most efficient thing. That’s the main difference and is what this blaster is based upon.
The blaster seen in this write up cost $44.55. Omitting the optional nylon washers would reduce the cost ~$0.38. An opaque blaster would bring the cost down a further $25.00, but would make assembly difficult. Changing the seal piece would reduce the price an additional $4.00. I anticipate the cheapest this blaster could be produced is ~$15.00.
The cost of materials to build one of these blasters is $180.00. This is not the cheapest possible. This is likely the best raw materials cost to produce the cheapest per blaster cost.
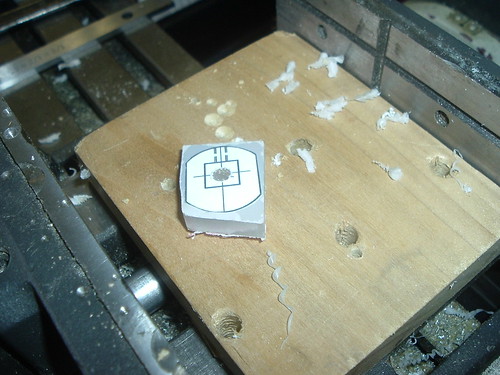
Templates
Rainbow Catch Templates.jpg
Rainbow Catch Templates.pdf
Rainbow Catch Templates.idw
Tools
• Drill
• Scroll saw
• Screw drivers – ph2 for #6 and #8 screws
• Tapping sets (#6-32, #8-32)
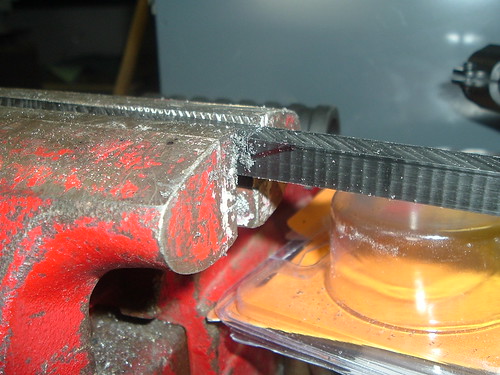
• Dremel disks for cutting (diamond cutting wheels are best) and/or a jigsaw or mill
• Hacksaw or other tool for cutting sections of PVC such as pipe cutters or rotational cutters
• 7/64” drill bit for #6-32 tapping
• Drill bit for string pass-through (7/32” works for a 3/16” string, if the ends are whipped well)
• 5/32” for #6 pass-through holes
• Drill bit for screw driver to fit through (7/16” fits my drill/driver ¼” adaptor)
• 3/8” bit for slots (or anything around ¼” should work.
• 3/16” bit for metal rod (or whatever sized rod you want to use)
Recommended
• Drill press
• Hole-saw – 1-3/8”
• Sanding belt
• Dremel sanding wheel, sand paper, files
• Hammer
• Pliers
• Something long and skinny to move the plunger rod. Also something to place behind the plunger rod to hold it in place.
• A screwdriver that fits in the hole for the priming rod can be used as a temporary priming handle
McMaster Parts List/Materials List
Clicking the image will take you to the google drive shared excel sheet. The photo file can be found on flickr.
• 2x Small Washers for catch (#6 x 3/8" Washers)
• 9x #6-32 x 1/2” Machine Screws
• #6-32 x 1-1/4" Machine Screw
• 7x #6-32 x 3/4" Machine Screws
• #6-32 Nylon Insert Lock Nut
• #8-32 x 1.25” Machine Screw
• 1-¼” PVC Tee
• 1”- ½” PVC Bushing
• ~19.5 sq in of 1x8x2 Poplar Board
• ~20” of 3/16” Braided Polyester Cord
• 3/16” x 1-1/4” Fender Washer Metal washer for base of plunger head (or Ryan Mc#’s plunger head assembly)
• 2” of 3/16” Diameter Steel Rod for priming rod
• 15” of 8663K15 Black Delrin® Acetal Resin Rectangular Bar, 3/8" Thick x 3/8" Width or 3/8” Square Nylon Rod
• Catch spring (I’ve got no part numbers for you. I’ve collected all sorts pen springs and such that I use. Just find something that looks like it’ll work, and it should.)
• 17.75” of 9245K51 Clear PETG Tube, 2" OD, 1-3/4" ID or 1.5” Thinwall PVC (the higher the PSI, the better)
• Main Power Spring. I use [k26]’s (McM #9637K26) Compression Spring Spring-Tempered Steel, 11" L, .844" OD, .08" Wire
• 11/64” of 8585K14 Impact-Resistant Polycarbonate Round Tube, 1" OD, 7/8" ID, Clear
• ~14 sq in of 8574K43 Impact-Resistant Polycarbonate Sheet, 1/4" Thick, 12" x 24", Clear (catch) – clear is cheaper than tinted
• ~6.75 sq in of 8574K41 Impact-Resistant Polycarbonate Sheet, 1/8" Thick, 12" x 24", Clear (side plates)
• 24” x 49035K86 Std-Wall (Schedule 40) Clear PVC Unthrd Pipe 1-1/4" Pipe Size or standard opaque PVC. The thicker walled, the better.
• 9” of 49035K28 Std-Wall (Schedule 40) Clear PVC Unthrd Pipe 2" Pipe Size or opaque 2” PVC
• Skirt seal – McMaster part #9562K46 Stretch-Fit Rotary-Shaft Ring Seal 1" Shaft Diameter, 0.95" to 1.07" Shaft Diameter
• 6x 92311A146 Type 18-8 SS Cup Point Socket Set Screw 6-32 Thread, 3/8" Length
Optional
• 1-1/4" PVC Endcap or 45 elbow and 2” of 1-1/4” PVC
• 9x 90295A075 Nylon 6/6 Flat Washer #6 Screw Size, .140" ID, .313" OD, .057"-.067" Thk
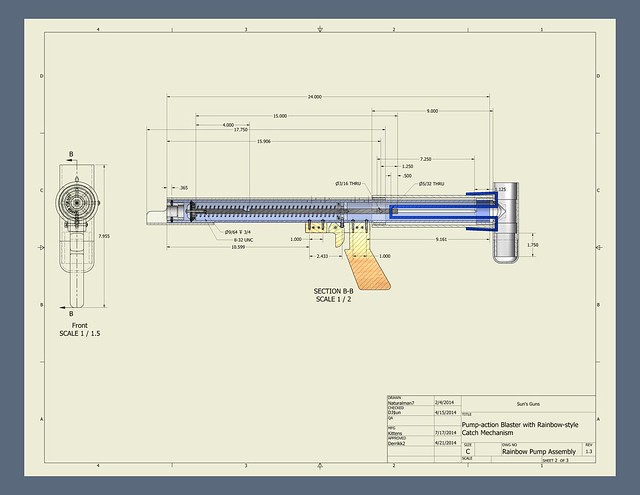
Diagrams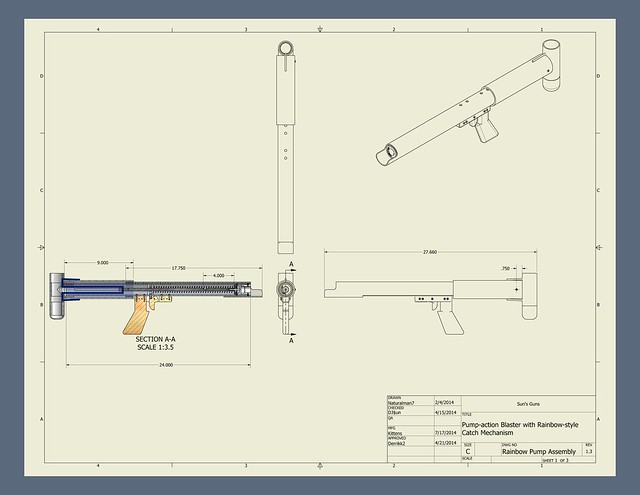
Edited by Aeromech, 23 November 2015 - 02:51 AM.