| Forums | Death by Foam | Articles | Modification | Homemade | Links | Store | Gallery | FAQ |
|
|
|
|
Fast-Action Rifle (FAR)
By Boltsniper
Construction Download the Plans
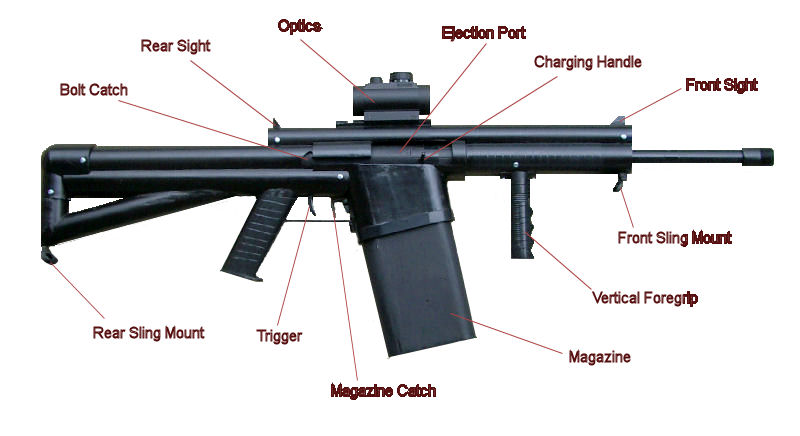
The FAR is a magazine fed spring powered rifle capable of firing Nerf darts in rapid succession. It uses a fast-action bolt system. This means that all that needs to be done to cycle the weapon is to rack the bolt back and release. The rifle is fed by a bottom feed detachable magazine that holds 5 rounds. The design of the FAR permits it to be fully disassembled and all components accessed for repair or replacement. Only a philips head screwdriver and a pair of hands are required for field stripping. A standard STD-MIL-913 accessory rail is present and allows for the mounting of an array of different optics. The most versatile optic for this rifle would be a red dot but a variable power scope can also be mounted for sniper applications. The threaded muzzle allows for the quick attachment of a silencer if needed. Bolt release and magazine catch can be quickly and easily operated with the firing hand without removing it from firing position. The FAR is a versatile high performance carbine that combines high rate of fire with pin point accuracy. Build yours today!
The inspiration for this rifle stemmed from a few sources. Back in 2003 I built a magazine that I intended on using in a rifle that never got out of the prototyping phase. I wanted to use it in something and that was a big driver of this project. I also wanted to build a spring powered Nerf rifle that would produce ranges of slight under 100 feet. I've already done that high power sniper rifle. This time around I wanted to make the high ROF assault rifle.
- Description..............Fast-Action Rifle
- Designation.........................Bolt-5
- Release Date....................March 2005
- Caliber..........Nerf Micros, Mega Stefans
- Operation...Fast-action Spring Loaded Bolt
- Propulsion..................Spring Plunger
- Magazine............Detachable Bottom Feed
- Mag Capacity.............................5
- Overall Length.......................30 in
- Barrel Length.........................7 in
- Max Rate of Fire...................100 RPM
- Max Range............................80 ft
- Effective Range......................60 ft
- Accurate Range.......................40 ft
- Intended Use...............Primary, Sniper
From the beginning I had planned on using a spring/plunger setup for this rifle. Although compressed air and other gases can produce better performance, I have never really liked the need to prime or change tanks. With a spring weapon all that needs to be done is to retract the spring, fire, and repeat. I also desired to use the magazine I had built a couple years ago. A magazine fed nerf weapon has always seemed to me to be like the holy grail of Nerf (or at least one of them). The reciprocating motion necessary for the plunger could be integrated with the motion that a bolt/magazine system would take. What resulted was the bolt assuming a dual role of performing the function of a bolt and also serving as the plunger tube. The plunger rides inside of the bolt which allowed for the rifle to be kept as compact as possible. The overall layout and operation of the rifle can be seen in the animation below.
The main spring is a rifle length action spring out of an AR15. It is designed for use as a compression spring and has a good stiffness. To size the overall rifle and the components I started from the rear with the spring. The spring was a given and it was the one piece I had to work around. I first had to choose the plunger travel I wanted to use. I wanted this rifle to be comfortable to shoot. This means the length of pull of the stock (distance from the butt plate to the trigger) had to be a reasonable length, usually around 13 inches. Using this constraint basically defined the length of the plunger and bolt to place the magazine and ejection port just ahead of the trigger. The plunger travel worked out to be a little under 6 inches, which is what I had initially planned on it being anyway. From the plunger travel I was able to size the barrel.
I did some experimentation to determine what would be the optimal barrel length for a given plunger size. The goal was to find the barrel length for which the dart would exit the barrel as the plunger reaches the end of the plunger tube. I started off by matching the volume of the plunger to the volume of the barrel. I knew that this was going to produce too long a barrel but it was a good place to start. This would assume that the air inside the plunger and barrel is incompressible and that there are no leaks. In the real world this is not the case. I reduced the barrel length until I had found the length at which the dart was leaving the barrel as the plunger was reaching its stop, coinciding with the maximum attainable range. Experimentally the plunger volume seems to be about 4 times that of the barrel. The relation for barrel to plunger size can be summed up in the following equation,
where rb is the barrel radius, rp is the plunger radius, lb is the barrel length, and lp is the plunger length. For Nerf applications the barrel is almost always 1/2" PVC or CPVC. rb can then be set as a constant at 0.25" and removed from the equation. Since we are trying to solve for the barrel length with a given plunger size, the equation can be rearranged and simplified to:
This simple equation makes it easy to roughly but quickly size a barrel to a given plunger. The equation could also be used to size a plunger for a given length barrel. This equation is based on experimental data and is not perfect. Four is not the golden number. This produces the optimal barrel length for the situation I was testing. The type of dart, dart-barrel friction, and total system volume will likely effect the optimal ratio. Nevertheless, the above equation can be used as a starting point.
The barrel was the last critical piece that would determine the overall layout of the rifle. I wanted the FAR to be modular and have the ability to be easily disassembled. The barrel assembly is fixed in the receiver with screws around the chamber and barrel spacer. The bolt and plunger float free in the receiver. The charging handle and operating rod are inserted into the bolt after it is placed in the receiver. They are not bonded in place which allows them to be removed for takedown. A elbow joint caps the end of the receiver holding the main spring in place as well as acting as the upper portion of the buttstock.
In order to cycle rounds from a magazine, there needed to be a way to expel the spend round before chambering a new one. I brainstormed a few ejector ideas and eventually decided to emulate the extractor/ejector system of modern auto loading rifles. A claw ejector will engage the shell and extract it from the chamber. A spring loaded ejector will then kick the shell out of the ejection port. This is a proven setup and is relatively simple. The bolt will be discussed in more detail later in this writeup. The shells used in the FAR are derivatives of the shells I used in my bolt-action CO2 rifle. They are modified to stack reliably in the magazine and function with the bolt.
The action spring attaches from a screw protruding from the top of the receiver to the operating rod of the bolt. This spring has two functions. It's primary function is to close the bolt with enough force to strip and chamber a fresh round. Secondarily the action spring maintains a forward force on the bolt to keep the shell sealed against the bolt face and the barrel. A section of 1" PVC is fit on top of the receiver to cover the action spring. This cover also serves as a platform for iron sights and an optics rail.
The final portion of the rifle is the lower receiver including the rife control group, pistol grip and lower stock. The design of the plunger/bolt setup required the plunger catch to be located far to the rear and not directly over the trigger. This required a more complex trigger system than found in conventional spring powered blasters. The catch is a short piece of straight music wire that extends vertically into the upper receiver when the weapon is assembled. It moves vertically and is operated by a simple crank connected via transfer bar to the trigger.
There were a relatively few amount of tools used in the construction of the FAR. Most are very common tools that most people posses for typical household use. The tools used in the construction of the FAR are as follows:
Dremel moto tool (A variable speed model would be recommended but a fixed speed model will work)
Standard Cut-off wheels: #409
High Speed Cutters: #115, #125, #196, #199
Sanding Drums: #407(60 & 120 grit drums: #408 & #432)
High Speed Drill Bits: #628 (assorted sizes from 1/32 to 1/8)
Typical Drill Bit Set (up to 1/4")
X-Acto knife w/ #11 blades
Philips Screw Driver
Masking Tape
Sandpaper (220 - 400 grit)
This is merely a list of the tools I used and believe to be the most efficient for doing what needs to be done. These are by means not the only tools you could use. Although it may take longer there are many other ways to cut and shape PVC.
Ordinary PVC piping is the main material used in the construction of the FAR. The sizes used are as follows:
1 1/4" SCH 40 PVC (Receiver, Magazine)
1" 200 psi PVC (Bolt, Receiver Cover, Stock)
1/2" PVC Couplers (Barrel spacers, Shell Rim, etc)
1/2" PVC (Barrel, Shells, etc)
Some other special PVC fittings were used in certain situations. For situations where a flat surface was required balsa sheeting was used. I use 1/8" sheeting and hand picked the hardest pieces for durability. Other materials could be substituted in place of the balsa, like lexan or another type of wood. I like balsa because it is easy to work worth, can be hard, and I have an abundance of it. To space the PVC pieces inside one another, I used electrical tape. This works extremely well and can produce extremely tight fits. I personally use CA glue (aka superglue) to due all the bonding involved. It adheres extremely well to both PVC and balsa. The advantage is the near instant drying time. CA will hold just as good as PVC cement. For assembly I used 1/2" #6 pan head sheet metal screws. These are just the right length to penetrate from the outside of the 1 1/4" PVC to the 1/2" PVC of the barrel but not penetrate the inner wall of the 1/2" PVC. They are very common and can be picked up at Walmart. The last major materials utilized in the FAR were music wire and brass tubing. These two were used in conjunction at all pivot points. Music wire was also utilized for retaining pins, pushrods, etc. See the materials list in the plans for a more detailed list of materials
Barrel
The barrel and chamber are built as one unit and an be removed from the gun as such. The image below shows the barrel assembly. The section at the top left of the image is the chamber. The black painted portion of the barrel is the portion that is visible.
The barrel is a 12" section of 1/2" PVC with about 7" visible outside of the receiver. Although the barrel appears to be 12" long the actual effective barrel is only 8" of that. To achieve the optimal barrel length for performance but still maintain a well proportioned looking rifle the last 4 inches were bored so that the dart is not effected in this region.
The barrel is held in the receiver by a spacer consisting of a bored out 1/2" coupler, electrical tape and a section of 1" PVC. This spacer is bonded to the barrel.
The chamber can be thought of as the negative of a shell. The chamber is where the shell resides at the end of the barrel. It's job is to line up the shell at the end of the barrel and hold it there. 1/2" couplers fit loosely in 1" 200 psi PVC....too loosely. In order for the shell to line up reliably with the end of the barrel the fit needed to be nearly perfect. This was accomplished by reducing the diameter of the 1" PVC. By removing a 3/8" wide sliver from the 1" PVC, I was able to close the gap and create a section of PVC with a custom diameter. You can see the chamber in the photo below. Near the bottom of the chamber you can see the line that was formed when the gap cut in the 1" PVC was closed. When installed in the rifle the line is at the bottom of the chamber. A slight feedramp is ground into the chambers rear edge. This ramp lines up with the feedramp cut in the upper receiver when installed.
Shells
Like the barrel the shells are made of 1/2" PVC. They are a little over 3 " long and will hold a Nerf Micro dart as well as long Mega stefans. The case rim is cut from a 1/2" coupler and is bonded to the end of the shell. The rim is about 0.2" long and is sized with the bolt to lock over the extractor and make a good seal on the bolt o-rings. In order for the shells to stack properly in the magazine and also to feed reliably the collar was added ahead of the rim. This is the remaining portion of the 1/2" coupler after the rim is cut. It is bored out and bonded to the shell case. The leading edge of the collar is beveled to eliminate any edge that may catch on something during feeding. The front of the shell is also slightly rounded off for the same reason.
FAR shells are shown with some various 5.56x45 rounds to show the size comparison.
Bolt
The bolt was the most challenging to design and fabricate. It was actually the first component I built. I wanted to be sure it could be successfully done before I started on the rest of the rifle. The bolt is a 9" piece of 1" 200 psi PVC. The bolt face is created with a 1/2" over a section of 1/2" PVC. The bolt face is set back about 1/2" from the front edge of the bolt.
As stated above, I brainstormed extractor and ejector ideas. Initially I had planned on using a fixed ejector. This would simply be a protrusion fixed to the receiver that would contact the rim of the shell as it was extracted...as in a handgun. Although the ejector part was simple it introduced problems with the rear or the bolt being the plunger tube. The ejector would cut right through it if it was fixed. My next thought was for the ejector to pop out of the side of the receiver as the bolt was retracted. This would have worked but I abandoned it due to complexity and lack of probable reliability. I turned to the AR15 which had sparked this project in the first place. The AR uses a spring loaded ejector located in the bolt itself. This complicated the ejector slightly but was still attainable in PVC form. This was the system I decided to use.
The ejector a short piece of 0.2" carbon rod. Carbon rod is strong but very light. A wood dowel would have worked just as well. A hole for the ejector was drilled at the very edge of the boltface about 1.5" deep. The coupler making up the bolt face is 1.6" long so the hole is almost all the way through. I needed a small spring that was slightly smaller than 0.2" DIA but reasonably stiff. After disassembling almost every click pen I have I found a great spring in a G2 pen. The ejector needs to be retained when it is not compressed to keep it affixed to the bolt. I used a cross pin to retain the ejector. A groove was cut in the side of the ejector rod about 1/2" long. The pin passes through the ejector hole in the bolt and engages the ejector rod at this slot. This is better explained in the plans where it can be seen.
Originally the extractor was to be spring loaded as well. In a firearm the extractor is metal and will not flex so a spring is necessary. Since the extractor in the FAR was to be made out of thin 1" PVC, there was enough flex in the plastic to negate the need for a spring. The extractor was initially cut directly from the bolt. It is about 1.5" long and 1/2" wide. To create the claw 1/2" coupler fragments were bonded to the extractor and ground to shape. I had originally planned on fastening the ejector to the bolt with a countersunk screw. To test the extractor I just wrapped a piece of electrical tape around the bolt to secure it. This worked extremely well and the electrical tape flexes along with the PVC giving the extractor more of a snap as it passes over the rim of a shell. I threw out the screw and went with the tape permanently. As a bonus, the tape covers the ejector retaining pin and prevents it from working itself out. As a result both the extractor and the ejector can be removed without tools.
The image below shows the FAR bolt along with an AR15 bolt for comparison. Notice the similarities.
In order to retract the bolt to cycle the weapon a charging handle had to be incorporated. I again used 0.2" carbon rod. A hole for the charging handle was drilled normal to the axis of motion and as lose to the bottom of the bolt as possible. I did not want the rod to pass through the center of the bolt as it would constrict the airflow. The charging handle rod passes just across the bottom of the air passage.
The carbon rod is strong but the concentration of stress at the point where the rod exits the bolt tended to split the fibers of the rod and it would ultimately fail after2 0-30 cycles. To remedy this I placed a steel rod in the carbon to up its strength. I have not had a problem with it since.
The operating rod protrudes from the top of the bolt and is the point at which the action spring attaches to the bolt. It is constructed of music wire and passes directly through the center of the bolt just ahead of the charging handle. The cross sectional area of the music wire is small enough that it will not affect the airflow much. A shallow hook was bent into the upper portion to assure the action spring did not slide off.
Plunger
The plunger went through the most design changes out of any component in the rifle.
The plunger shaft is made out of a section of 1/2" PVC. The plunger head is a 1/2" endcap that was cut to about 1/4". Two O-rings were used to seal the plunger in the plunger tube. Two O-rings were used to assure a good seal. The friction created from the second seal is negligible and is nice to have the redundancy. the O-rings are spaced by 0.2" section of 1/2" coupler over the 1/2" PVC. The image below shows the head of the plunger.
The plunger catch face is located at the rear of the plunger. It is required to be that far back because when the plunger is uncocked, the bolt/plunger tube covers up the first 7 inches of the plunger. The bolt ends about 1/2" ahead of the catch face. The catch face is made from a 1/2" coupler and a section of 1" PVC. All this is bonded together and bonded to the plunger shaft. The rear section of the plunger provides the sear face but also keep the plunger straight in the receiver. The catch pin is very small will concentrate all the spring force on a small point on the catch face. Although the bare PVC would work, it would likely deteriorate very quickly. I mounted a large washer to act as a sear face for the catch. I found a near perfect washer with a 3/4" ID and a 1.25" OD. It needed only minor grinding to make it flush with the outside of the 1" PVC.To depress the catch pin as the plunger is retracted, the rear of the plunger was beveled at about a 45 degree angle. The beveled surface was coated with superglue to increase its toughness. In order to seat the main spring, the rear of the plunger had to be bored out a bit. The spring seats about 3/4" into the back of the plunger.
The section aft of the catch face/spring mount was the last addition to the plunger. It is a section of 1/2" CPVC and fits inside the main spring. It's job is to keep the main spring from buckling when in the large diameter section of the upper receiver. Before this was installed the main spring would occasionally buckle in the right direction and catch on the plunger catch. This would halt the bolt and prevent it from retracting fully. The tamp fix was to hold the trigger while retracting the bolt if this happened. This was a rare occurrence happening maybe once out of every 50 shots. Since the addition of the CPVC section I have not experienced this problem
Upper Receiver
The upper is the frame of the rifle. It is what all the components are fixed to when assembled. Essentially, the upper receiver is just a section of 1 1/4" PVC with cuts for the magazine, ejection port, charging handle slot, and operating rod slot. The magazine is part of the upper receiver as well. Initially the magazine well was to be part of the lower receiver, but as construction and design progressed it made more sense for the magazine well to be part of the upper receiver. This allowed it to be built stronger and more rigid. Seeing as the mag well is a high tolerance part it, having it permanently fixed to the upper receiver where the barrel resides also made sense. Below is an image of the upper receiver stripped of all other components. The magazine well is easy to spot in the center of the receiver. The magazine catch is fixed to the backs side of the magazine well. It is just U-shaped piece of wire with a small hook on the end that extends about 1/8" into the mag well. A section of rubber band provides a force on the catch to lock it closed as a magazine is inserted and also prevents the catch from shaking out. The mount studs for the lower receiver and the receiver cover can also be seen in the image. They are simply fragments of 1 1/4" PVC. The front sling mount is visible in the upper right hand corner.
Just visible in lower right portion of the above image is hole on the bottom of the receiver. The purpose of this hole is to allow air in behind the plunger to prevent a drop in pressure caused by the rear of the plunger as it. A suction created behind the plunger will slow its acceleration and reduce performance of the rifle. By letting air in to alleviate the suction the system can perform at its full capability.
The image below shows the upper receiver with internal components installed. The bolt is closed and can be seen though the ejection port. Above the receiver the action spring can be seen. The spring connects on the left side to the operating rod protruding from the bolt. It connects to the upper receiver with a screw protruding from the receiver. The screws that can be seen under the spring are the main screws for the barrel. They are placed radially around the receiver and screw through the chamber and into the rear portion of the barrel. The screws will absorb the impact from the plunger, through the bolt, through the shell, and into the receiver. One screw in the front fastens the barrel spacer to the receiver.
Lower Receiver
In wasn't an accident that the lower receiver and fire control group were the last components to get fabricated. I knew the fire control setup was going to be a pain the ass so I did as every good American does....procrastinate the hard stuff. The lower receiver itself is made from 1 1/4" PVC cut to fit on the underside of the upper receiver between the magazine well and the receiver endcap. The lower portion of the buttstock is fabricated from 1" PVC. It is made from two pieces, miter cut, and bonded. The forward section of the stock is bonded to the lower receiver and free floats in the back. The vertical portion of the stock inserts into the receiver endcap when installed on the upper receiver. A section of 1 1/4" PVC is bonded to the lower back section of the stock to make it flush with the rear of the receiver endcap. The image below shows the lower receiver as it looks when removed from the upper receiver.
The pistol grip is fabricated from 1" 200 psi PVC. It is composed of three pieces bonded together. The center section is full piece of 1" PVC and the outer portions are half sections of 1" PVC. The resulting grip is very comfortable feeling. The upper portion of the pistol grip is cut off and cut concave to fit the 1 1/4" PVC. A piece of balsa covers the bottom of the pistol grip. The trigger guard extends from the pistol grip to the magazine well just below the trigger. It is made of a sliver of 1" PVC and is bonded to the pistol grip. When assembled to the upper receiver it rests on a block on the magazine well.
I had a few trigger system in mind before actually constructing anything. The idea I had originally planned to use was a cam setup similar to production Nerf guns. This would have simpler than the current setup, but would have been more difficult to fabricate .
For the plunger catch I decided to use music wire. It is very wear resistant and at short lengths is very rigid. The plunger catch's movement was purely linear in a vertical attitude. A mechanism had to be built to convert the rotational of the trigger into the vertical linear motion of the catch. A pivot was placed on the back of the trigger about 1/4" below the trigger point of rotation. A pushrod was connected to this joint and spanned the distance back to the plunger catch. This will be referred to as the transfer bar.
I decided to use a simple bell crank to convert horizontal motion coming from the transfer bar to vertical motion. The crank is cut from a 3" threaded coupler. I used this because it had flat surfaces. The crank can be seen in the image below. The crank pivots around the bottom hole. The transfer bar connects to the hole directly above the pivot hole. The notch at the top is for the trigger spring which pull on the crank to push the catch up when the trigger is not depressed. The plunger catch has a horizontal piece of music wire attached to it. This horizontal piece engages the trigger crank in the slot to the right. The slot is necessary to account for the non linear motion of the as the crank rotates. The two pivot points are inset with brass to makes the motion smoother and reduce wear. The trigger pivot points are also inset with brass tubing for the same reasons.
The image below shows the crank installed in the lower receiver. It is in the resting position meaning that the trigger is not depressed. The transfer bar can be seen behind the trigger spring.
Below is another image of the plunger catch looking forward. You can see that the plunger catch extends through the mount and through the bottom of the receiver. That catch also rides in brass tubing to reduce friction and wear. The catch is slightly bevel on top to aid the its depression as the plunger passes over it.
The direct linkages along with the brass bushings provide for a very solid and smooth feeling trigger. There is no play in the system and the pull is steady. There are many other mechanisms you could use to accomplish this. I chose this particular setup because of its robustness and performance. Please see the video section for a video of the fire control group.
Magazine
The magazine for the FAR was actually initially constructed in 2003. I had planned on using it in a semi-automatic rifle that never got out of prototyping.....ie catastrophic failure. The magazine though was a big primer for this project. The magazine is actually pretty simple. It is simply a box. The spring was the on thing that caused some problems. The shells for this rifle are big and when stacked the displacement a spring will have to handle gets large quite fast. Typical springs produce increasing force as displacement increases. The ratio is governed the linear relation F = kx. I needed a spring that produced a good force, but one that was not governed by displacement. This ruled out all conventional springs. To get a 7+" displacement with a typical spring the stiffness would have to be low to keep the mag spring from destroying the magazine when full loaded. And on top of that there may not be enough force when a single round is loaded. They were just not an option. In Target one day I noticed the springs that were used in the pharmaceutical fixtures to push merchandise to the front as one is removed. These springs were coil springs and had huge displacement potential, around 18". On top of that the spring force seemed to independent of its location. This was perfect for a mag spring . I "acquired" on of these spring and built a magazine around it.
The magazine body is made from two half section of 1 1/4" PVC and 1/8" balsa sheeting. The spring is located beneath the follower and travels up the right side of the mag wall to be fixed at the top. You can see the spring in the image below. The follower is made of balsa and what was left of the fixture housing the spring.
The magazine itself could not protrude into the upper receiver because it would collide with the bolt. The feed lips of the magazine restrain the shell from launching out, but also allow the top of the shell to extend into the upper receiver to be contacted by the bolt. The bolt contacts the shell and pushes it forward. The shell rides along the feed lips until it passes beyond them and is pushed up further by the next round. The image below shows a round loaded in the magazine and how it engages the feed lips.
This particular magazine holds 5 rounds. The spring would have allows for a magazine about 3 times as long holding maybe 15-18 rounds. This would have been massive though and for the sake of looks, weight, reliability, and maneuverability I restricted the capacity to 5 rounds.
The rifle was constructed component by component starting with the internal components. The image below shows the initial layout as I tried to envision what the rifle would/could look like. Initially I planned on using quite a few surplus AR15 parts such as the stock, pistol grip as well as the buffer spring. As you can see the magazine is complete and leftover from 2003. The barrel was cut way long for shortening later to optimal length.
Because its the easiest, the barrel was the first component I fabricated. The chamber was the first big challenge I faced. The bolt and plunger were fabricated together due to there interdependency on each other. In the image below the barrel, bolt, and plunger are complete for the most part. You can see I started to layout parts for the upper receiver, mag well, and stock. The mag well was a big undertaking as it required deconstructing 4 1 1/4" T-joints and reconstructing them with the appropriate angles. They also had to be extensively bored out to allow them to slide over 1 1/4" PVC. In this image they are complete and ready to be bonded together to form a complete mag well.
In the image below the main progress that has been made is the completion of the upper receiver. The mag well is finished and bonded to the upper receiver. The ejection port, chariging handle, and operating rod slots are also cut. The internal components can now be installed producing the finished action. The magazine catch has also been installed at the back of the mag well but has not been cut to length yet. The lower receiver has been cut and the pistol grip has been bonded to it, but the fire control group is not yet installed.
Following the completion of the action, some cosmetic additions were made. The receiver cover is fabricated and installed. The picatinny rail is fabricated but the iron sights have yet to be installed. The lower portion of the stock is cut and bonded in place. The trigger guard is also present in this image. The barrel has been cut down along with the receiver from the previous image. The only major design and fabrication left is the fire control group.
Finally the trigger system is fabricated and installed in the lower receiver and small additions like the iron sights are installed.
Prior to painting gaps and wood grain were filled in with spackling. The entire rifle was sanded down to produce the best possible finish. The rifle was painted satin black with Krylon Fusion plastic paint. The pistol grip and fore-end were wrapped in electrical tap to prevent paint from rubbing off and to increase grip on the rifle.
Detailed plans are available for download. They are presented in a spreadsheet with detailed drawings including dimensions.
FAR Plans <7.4 Mb>The plans were made with Microsoft Excel, a component of Microsoft Office, and are in *.xls format. I realize some of you may not have Excel at your disposal. For those of you who fall into this category, there is a free program suite available for download that will read *.xls files. The program is called OpenOffice and is available here.
Available for download are some videos showcasing specific points of the FAR.
Trigger Mechanism <2.0Mb>
Shooting the Rifle 1 <2.05 Mb>
Shooting the Rifle 2 <3.14 Mb>
Bolt Detail <2.75 Mb>
Slow Chambering of a Round <2.52 Mb>
Slow Full Cycle <1.55 Mb>
Loading the Magazine <1.02 Mb>
Closeup of the Rifle <2.60 Mb>
|
All images and content © Evan
Neblett (Boltsniper)
2005
|