Introduce:
Hi! This is my new work, part of the use of 3D printing, it is very simple production,
just need to put it together , glue together, and you can change the style you want.
This model looks like some of the features of the past works, is not the same place?
it has reserved some air road,using PU soft tube to connection, in addition to the RSCB Clip can be added,
the future can also connect another pump to push the clip inside darts.
The second pump push the darts inside the clip videos:
JSPB Pro2 does not need to muzzle down to load, JSPB Pro2 can continue shooting.
Pump air in to the Clip inside the darts to precision position is not easy,
they must create an air escape,to prevent the continuous emission of darts.
3DSTL Files :
https://drive.google...N00?usp=sharing
JSPB3D SCH40 core.STL
JSPB3D SCH40 breech ring.STL
JSPB3D trigger.STL
JSPB3D guard.STL
Breech block.STL
lock plate.STL
3D Printr settings:
I used the layer of 0.25mm and 0.6mm of the nozzle,
Basically, this model is fairly easy to print and does not require supporting materials.
Specification:
In Asia to get CPVC SCH40 is difficult, here are the use of CNS specifications,
Later I ordered the HERSHY CPVC4120 SCH40 on the Internet ,so I actually tested it
Tolerance issues:
Too tight part can use the hammer to knock into, too loose place can increase the thickness with PTFE TAPE,
Model tube through the place where most of the design groove, you can also plug O-Ring,
There is another way is to use screws to fix.
Part list:
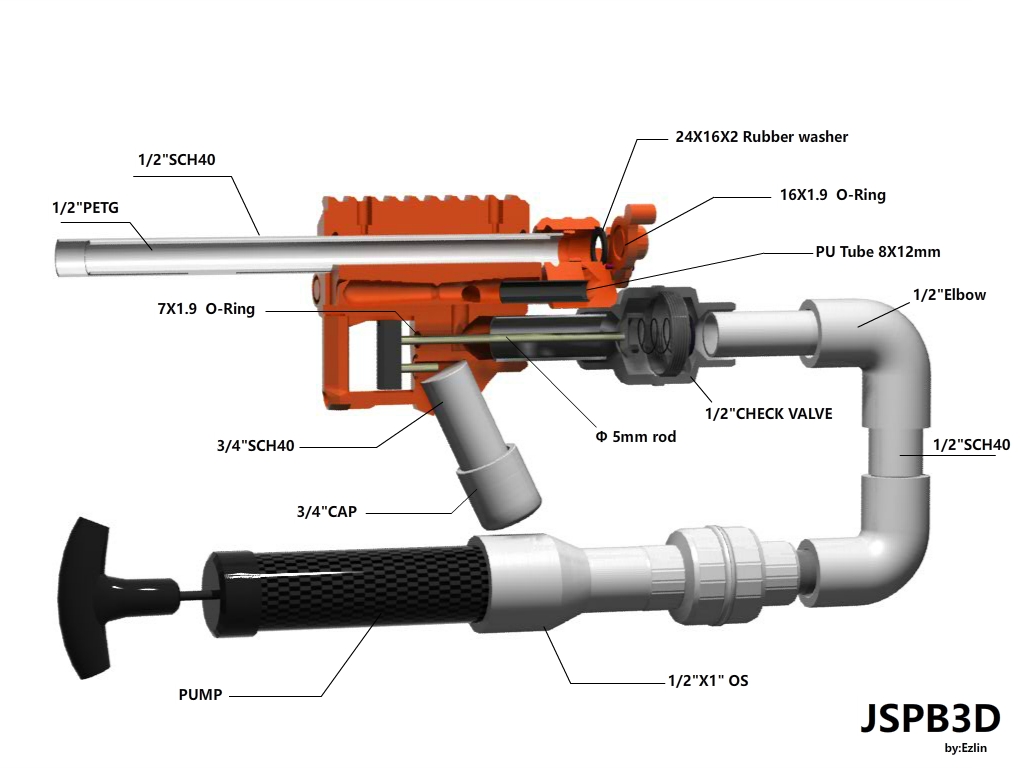
ABS rod Φ5mm
SCH40 1/2"
SCH40 3/4"
SCH40 1/2"
SCH40 3/4"
PETG 1/2"
CHECK VALVE 1/2" x2
PU-Tube 8X12mm
OS 3/4"
1/2" Elbow x2
3/4" Cap
Pump
7X1.9 O-Ring
16X1.9 O-Ring
24X16X2 Rubber washer
Screws 5/32 X 1/4
Screws 5/32 X 5/8
AB Glue
Option:
CHECK VALVE 1/2" x2
PU-Tube 8X12mm
OS 3/4"
1/2" Elbow x2
3/4" Cap
Pump
7X1.9 O-Ring
16X1.9 O-Ring
24X16X2 Rubber washer
Screws 5/32 X 1/4
Screws 5/32 X 5/8
AB Glue
Option:
1/2" Tee
1/2" Cap
Cable tie
PTFE tape
1/2" Cap
Cable tie
PTFE tape
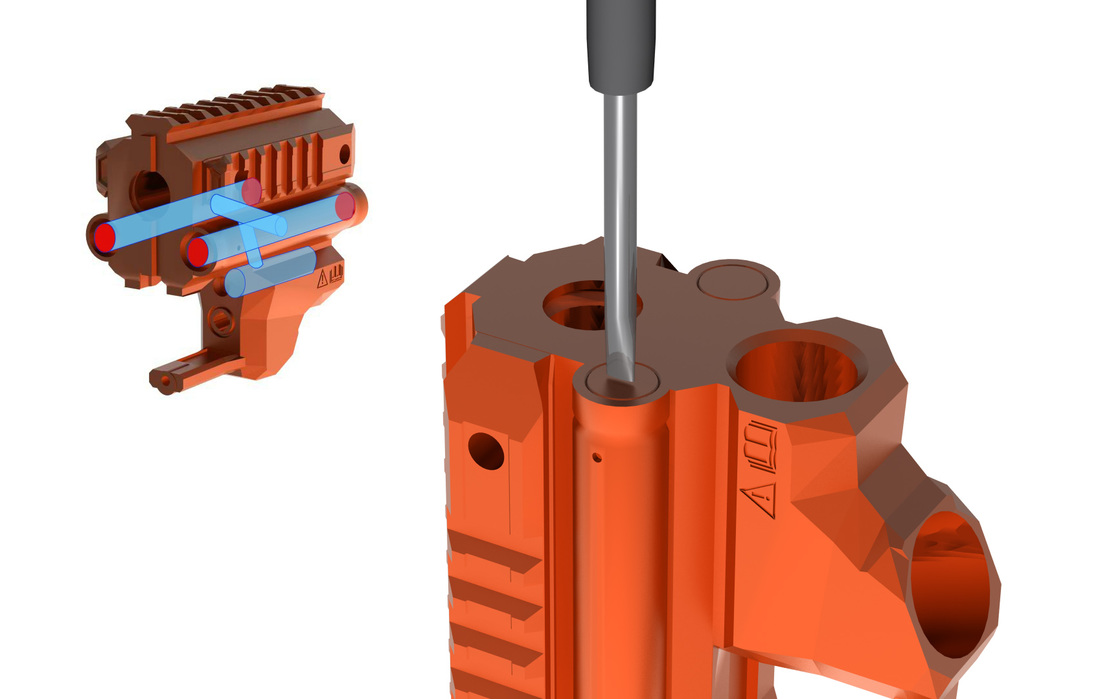
Air flow direction:
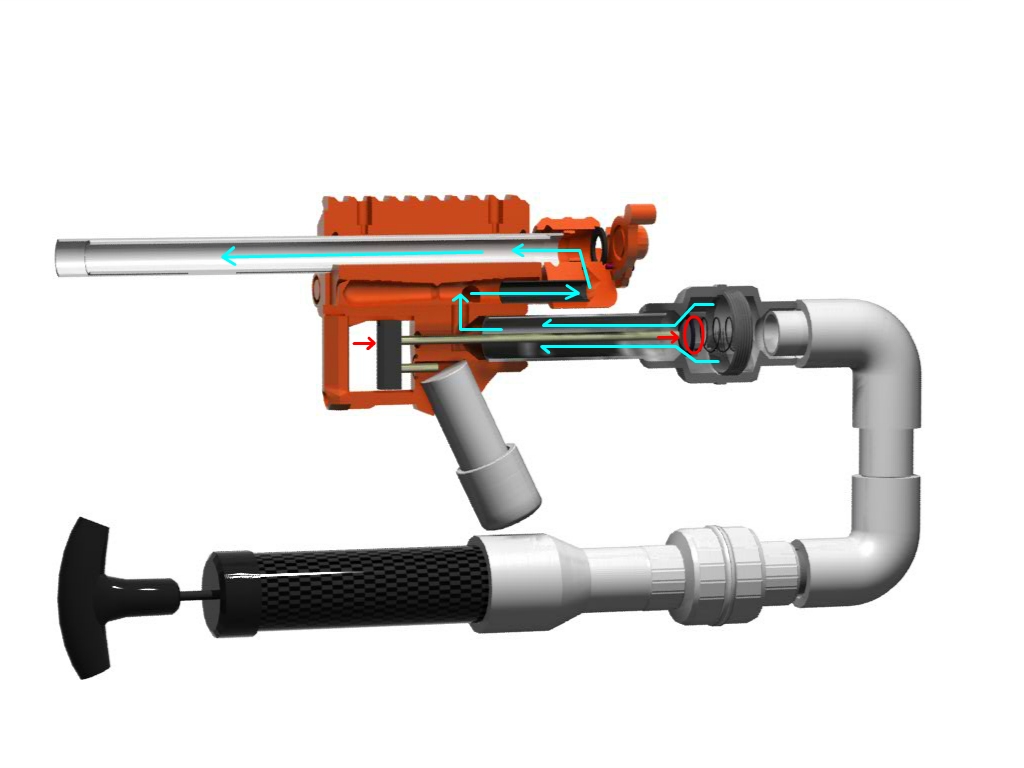
using screwdriver and a hammer to chisel a path to add more airway:

Edited by 3DBBQ, 09 October 2016 - 12:33 AM.