 This topic is locked
This topic is locked
I'm not going to entertain that question any further. The answer is the design doesn't make such a configuration feasible for many different reasons.

227 replies to this topic
#176

CaptainSlug
-
- Administrators
- 4,763 posts
Resident Mad Scientist
Posted 23 January 2008 - 10:25 PM
The little critters of nature, they don't know that they're ugly. That's very funny, a fly marrying a bumble bee. I told you I'd shoot, but you didn't believe me. Why didn't you believe me?





#177
CaptainSlug
-
- Administrators
- 4,763 posts
Resident Mad Scientist
Posted 25 January 2008 - 07:27 PM
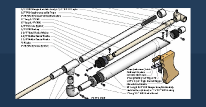
And finally some details on the integration rail.
The rail system is a standard spaced set of holes that allow you to attach different brackets, either of my design or your own. The brackets themselves are very easy to make since you only need to drill holes at the correct spacing.

The basic bracket simply have a single hole in the front piece that matches the outer diameter of 1/2 size pipe. You can glue whatever gun internals to the bracket that you want, and that bracket becomes a removable integration module.
The brackets can be attached to the gun using 2-inch length screws (#6, #8, or #10 sizes will all work fine) or with 3/16" diameter quick-release pins.

I still need to take some measurements in order to come up with other standard bracket designs, but these are very easy to make compared to the rest of the gun. I have already used the rail system to make any optional turret attachment. It performed fairly well, but I haven't experimented with it much because I wanted to perfect the slide breech.

The rail system is a standard spaced set of holes that allow you to attach different brackets, either of my design or your own. The brackets themselves are very easy to make since you only need to drill holes at the correct spacing.
The basic bracket simply have a single hole in the front piece that matches the outer diameter of 1/2 size pipe. You can glue whatever gun internals to the bracket that you want, and that bracket becomes a removable integration module.
The brackets can be attached to the gun using 2-inch length screws (#6, #8, or #10 sizes will all work fine) or with 3/16" diameter quick-release pins.
I still need to take some measurements in order to come up with other standard bracket designs, but these are very easy to make compared to the rest of the gun. I have already used the rail system to make any optional turret attachment. It performed fairly well, but I haven't experimented with it much because I wanted to perfect the slide breech.
Edited by CaptainSlug, 25 January 2008 - 07:29 PM.
The little critters of nature, they don't know that they're ugly. That's very funny, a fly marrying a bumble bee. I told you I'd shoot, but you didn't believe me. Why didn't you believe me?
#178
Squishy
-

- Members
- 142 posts
Member
Posted 25 January 2008 - 08:07 PM
What would you attach the quick release pins to? threaded rods?
Updated 6/2/08
We are the proud members of University of Maryland Nerf Activity Society, summer plans are:
Weekly games and summer Dart o' War.
WE LOVE OUTSIDE PLAYERS.
visit www.umdnerf.com for rules and forums or PM me for any questions. We always welcome outside players.
We are the proud members of University of Maryland Nerf Activity Society, summer plans are:
Weekly games and summer Dart o' War.
WE LOVE OUTSIDE PLAYERS.
visit www.umdnerf.com for rules and forums or PM me for any questions. We always welcome outside players.
#179
CaptainSlug
-
- Administrators
- 4,763 posts
Resident Mad Scientist
Posted 25 January 2008 - 08:24 PM
The quick-release pins take the place of the 2-inch length bolts, so they insert from one side to the other and lock once they make it out the opposite side.
The little critters of nature, they don't know that they're ugly. That's very funny, a fly marrying a bumble bee. I told you I'd shoot, but you didn't believe me. Why didn't you believe me?
#180
Omega
-

- Members
- 287 posts
Member
Posted 25 January 2008 - 09:00 PM
Something tells me that this project will keep evolving until we get sick of it- like open source software, only with greater application.
I might go to work trying to make one of these. I'd like a kit (can't afford the parts for 2-3 +bows) but if I have to, I'll go through hell to make one of these. Seriously. I've been looking for a way to score an xbow cheap for a while, and if I need to make one out of polycarbonate, so be it.
I might go to work trying to make one of these. I'd like a kit (can't afford the parts for 2-3 +bows) but if I have to, I'll go through hell to make one of these. Seriously. I've been looking for a way to score an xbow cheap for a while, and if I need to make one out of polycarbonate, so be it.
QUOTE(Vishamon)
My rule is that those wearing a thong are considered to be invisible to other players.
#181
CaptainSlug
-
- Administrators
- 4,763 posts
Resident Mad Scientist
Posted 25 January 2008 - 09:18 PM
I'll start doing some accounting work to see if it would even be feasible for me to offer a supply kit of parts needed to make one +Bow.
At best I would only be able to offer the following items, which are only sold in bulk. So I would be supplying exactly the amount you need in order to save you some money.
Supply Total = $51.35
Savings of: $41.46 over having to buy the bulk items
You will still need to buy full-sheet label paper though. I could sell sheets for $0.50 each if requested though.
If there are a few people that need this I might be willing to do so. The only parts I would be offering cut to size are the foam grip core, stock rods and the plunger rod. Offering the plunger rod already cut to size saves an extra $7 since you don't need a larger 1/4" thickness sheet of plastic. You would still have to cut the notches and drill the holes into it. The size of the plunger rod makes it the only part that's easier to make with a table saw.
At best I would only be able to offer the following items, which are only sold in bulk. So I would be supplying exactly the amount you need in order to save you some money.
Bulk Items ------------------------------------------------------------------ Pre-made Plunger Rod = $3 each 8541K18 - Black Nylon 6/6 Rod 1/2" Diameter = $3.06 for 3 sections cut to required lengths 8541K23 - Black Nylon 6/6 Rod 1" Diameter = $0.25 (for one 3/8 section) 8865K122 - Tear-Resistant Polyethylene Foam Thick Sheet 3/4" Thick, Plain Back, Gray, Pre-cut Grip shape = $1 Each (also available in White or Pink) 5308T347 - Hard Buna-N O-Ring AS568A Dash Number 316 - $0.15 for 2 9637K26 - Continuous-Length Compression Spring Spring-Tempered Steel, 11" L, .844" OD, .08" Wire - $2.50 each 9657K39 - Steel Compression Spring Music Wire, 1" L, 1/4" OD, .020" Wire Diameter = $0.50 each 90402A144 - Zinc-Plated Steel Pan Head Phil Machine Screw External Washer, 6-32 Thread, 1/4" Length = $0.55 per 10 90402A146 - Zinc-Plated Steel Pan Head Phil Machine Screw External Washer, 6-32 Thread, 3/8" Length = $2.65 per 50 90272A159 - Zinc-Pltd Stl Pan Head Phillips Machine Screw 6-32 Thread, 2" Length = $0.60 per Pack of 10 90272A153 - Zinc-Pltd Stl Pan Head Phillips Machine Screw 6-32 Thread, 1" Length = $0.30 per pack of 10 90631A007 - Grade 2 Hex Nylon-Insert Locknut Zinc-Plated Steel, 6-32 Screw Sz, 5/16" W, 11/64" H = $0.15 for 2 90295A075 - Nylon 6/6 Flat Washer #6 Screw Size, .140" ID, .313" OD, .057"-.067" Thk = $0.25 per Pack of 10 92778A074 - 18-8 SS Oval Point Socket Set Screw 6-32 Thread, 3/8" Length = Free for 2 Sub Total = $11.96 Labor = $5 Shipping = $5 Total = $21.96But you would still need to order these items from mcmaster
87225K61 - Gray Tinted Polycarbonate Sheet 1/4" Thick, 12" X 12" = $13.53 Each 85805K26 - Gray Tinted Polycarbonate Sheet 1/8" Thick, 12" X 12" = $5.16 Each 8585K43 - Polycarbonate Round Tube 1-1/2" OD, 1-3/8" ID, Clear = $3.48 for one Foot 4880K314 - Std-Wall (Schedule 40) White PVC Pipe Fitting 1" X 1/2" Sz, Pipe End Male X Socket Fem, Hex Bushing = $0.74 Each 90309A154 - Zinc-Plated Brass Unthreaded Round Spacer 3/8" OD, 1/4" Length, #6 Screw Size = $0.57 Each (2) 93505A440 - Aluminum Male-Female Threaded Hex Standoff 1/4" Hex, 1/4" Length, 6-32 Screw Size = $0.49 Each (2) 91780A125 - Aluminum Female Threaded Hex Standoff 1/4" Hex, 3/8" Length, 6-32 Screw Size = $0.34 Each (4) 91780A131 - Aluminum Female Threaded Hex Standoff 1/4" Hex, 3/4" Length, 6-32 Screw Size = $0.44 Each (3) 91780A337 - Aluminum Female Threaded Hex Standoff 1/4" Hex, 1-1/2" Length, 6-32 Screw Size = $0.78 Each (2) Sub Total = $29.39
Supply Total = $51.35
Savings of: $41.46 over having to buy the bulk items
You will still need to buy full-sheet label paper though. I could sell sheets for $0.50 each if requested though.
If there are a few people that need this I might be willing to do so. The only parts I would be offering cut to size are the foam grip core, stock rods and the plunger rod. Offering the plunger rod already cut to size saves an extra $7 since you don't need a larger 1/4" thickness sheet of plastic. You would still have to cut the notches and drill the holes into it. The size of the plunger rod makes it the only part that's easier to make with a table saw.
Edited by CaptainSlug, 26 January 2008 - 01:05 PM.
The little critters of nature, they don't know that they're ugly. That's very funny, a fly marrying a bumble bee. I told you I'd shoot, but you didn't believe me. Why didn't you believe me?
#182
General Cole
-

- Banned
- 868 posts
Member
Posted 25 January 2008 - 09:56 PM
Got my taps in. Thanks for clarifying the bracket holes problem up for me. The finger is back to normal, but I can't feel the tip. I will be getting the first guns done soon, but my O-Rings do not fit inside the plunger tube after I put them on the one inch rod.
We should stop calling out/making fun of/pissing GC off. He's actually contributed and is available for trade. He's a better than average member no doubt. Got your back Cole.
-Nerfer34
You know what... I know it's kinda late... but Props Cole.
-Baghead
-Nerfer34
You know what... I know it's kinda late... but Props Cole.
-Baghead
#183
CaptainSlug
-
- Administrators
- 4,763 posts
Resident Mad Scientist
Posted 25 January 2008 - 10:00 PM
Yes they do, just spray a bunch of silicone lubricant in there first.
Edited by CaptainSlug, 26 January 2008 - 01:18 PM.
The little critters of nature, they don't know that they're ugly. That's very funny, a fly marrying a bumble bee. I told you I'd shoot, but you didn't believe me. Why didn't you believe me?
#184
General Cole
-
- Banned
- 868 posts
Member
Posted 25 January 2008 - 10:19 PM
I don't think you understand. They are about an 1/8 of an inch too big all around.
We should stop calling out/making fun of/pissing GC off. He's actually contributed and is available for trade. He's a better than average member no doubt. Got your back Cole.
-Nerfer34
You know what... I know it's kinda late... but Props Cole.
-Baghead
-Nerfer34
You know what... I know it's kinda late... but Props Cole.
-Baghead
#185
Squishy
-
- Members
- 142 posts
Member
Posted 26 January 2008 - 12:54 PM
8538K23 is incorrect then?
Updated 6/2/08
We are the proud members of University of Maryland Nerf Activity Society, summer plans are:
Weekly games and summer Dart o' War.
WE LOVE OUTSIDE PLAYERS.
visit www.umdnerf.com for rules and forums or PM me for any questions. We always welcome outside players.
We are the proud members of University of Maryland Nerf Activity Society, summer plans are:
Weekly games and summer Dart o' War.
WE LOVE OUTSIDE PLAYERS.
visit www.umdnerf.com for rules and forums or PM me for any questions. We always welcome outside players.
#186
CaptainSlug
-
- Administrators
- 4,763 posts
Resident Mad Scientist
Posted 26 January 2008 - 01:02 PM
I don't know why I was doubting myself so much over this last night. I have taken my +Bow completely apart and measured the plunger core. It is in fact 1" in diameter. I AM using Dash 316 O-Rings, which do have to be stretched over the core.
The plunger rod when assembled is going to fit snugly inside the plunger tube because the O-rings are the precise size for the gap. You will need to add a very generous amount of silicone lubricant to get the plunger rod to move.
I am still willing to make said part if any of you are not having any success with the ones you have made.
The plunger rod when assembled is going to fit snugly inside the plunger tube because the O-rings are the precise size for the gap. You will need to add a very generous amount of silicone lubricant to get the plunger rod to move.
I am still willing to make said part if any of you are not having any success with the ones you have made.
Edited by CaptainSlug, 26 January 2008 - 01:11 PM.
The little critters of nature, they don't know that they're ugly. That's very funny, a fly marrying a bumble bee. I told you I'd shoot, but you didn't believe me. Why didn't you believe me?
#187
General Cole
-
- Banned
- 868 posts
Member
Posted 26 January 2008 - 01:07 PM
Okay, so why is it physically impossible for my O-Rings to fit inside the plunger then?
We should stop calling out/making fun of/pissing GC off. He's actually contributed and is available for trade. He's a better than average member no doubt. Got your back Cole.
-Nerfer34
You know what... I know it's kinda late... but Props Cole.
-Baghead
-Nerfer34
You know what... I know it's kinda late... but Props Cole.
-Baghead
#188
CaptainSlug
-
- Administrators
- 4,763 posts
Resident Mad Scientist
Posted 26 January 2008 - 01:17 PM
Considering that mine are in the plunger tube I'm no longer sure what problem you are having. If you didn't cut the 3/8" section of rod squarely then that might be the source of your difficulty.Okay, so why is it physically impossible for my O-Rings to fit inside the plunger tube then?
I recommend that you not assume that the cut ends that the rod comes with are square either.
I had to choose an o-ring that is one size smaller so that they wouldn't shift around on the plunger head, and so that when stretched their diameter would decrease very slightly for a somewhat looser fit inside the plunger tube.
The little critters of nature, they don't know that they're ugly. That's very funny, a fly marrying a bumble bee. I told you I'd shoot, but you didn't believe me. Why didn't you believe me?
#189
General Cole
-
- Banned
- 868 posts
Member
Posted 27 January 2008 - 12:06 AM
Considering that mine are in the plunger tube I'm no longer sure what problem you are having. If you didn't cut the 3/8" section of rod squarely then that might be the source of your difficulty.Okay, so why is it physically impossible for my O-Rings to fit inside the plunger tube then?
I recommend that you not assume that the cut ends that the rod comes with are square either.
I had to choose an o-ring that is one size smaller so that they wouldn't shift around on the plunger head, and so that when stretched their diameter would decrease very slightly for a somewhat looser fit inside the plunger tube.
I CANNOT GET THE O-RINGS IN THE TUBE WITHOUT SANDING THEM! If the one inch rod was cut with a lathe and perfectly straight, it still wouldn't fit. I don't know... Has anyone else even started on one to help me?
-Edit-
That was a bit angry. My bad. Its just so frustrating.
Edited by General Cole, 27 January 2008 - 12:16 AM.
We should stop calling out/making fun of/pissing GC off. He's actually contributed and is available for trade. He's a better than average member no doubt. Got your back Cole.
-Nerfer34
You know what... I know it's kinda late... but Props Cole.
-Baghead
-Nerfer34
You know what... I know it's kinda late... but Props Cole.
-Baghead
#190
CaptainSlug
-
- Administrators
- 4,763 posts
Resident Mad Scientist
Posted 27 January 2008 - 12:13 AM
Skitzo is mostly finished and will be posting sometime in the next day or two. He's been having a good deal of difficulty because his left hand is in a cast right now.
Your plunger rod at most could be 1.400" in diameter at the o-rings, which is still within tolerances to allow it to fit inside the 1.375" ID plunger tube.
If you have access to a lathe the fit won't be as tight if you can make a core that's lathed to 15/16" OD and a tad longer than 3/8" in length.
Your plunger rod at most could be 1.400" in diameter at the o-rings, which is still within tolerances to allow it to fit inside the 1.375" ID plunger tube.
If you have access to a lathe the fit won't be as tight if you can make a core that's lathed to 15/16" OD and a tad longer than 3/8" in length.
Edited by CaptainSlug, 27 January 2008 - 12:22 AM.
The little critters of nature, they don't know that they're ugly. That's very funny, a fly marrying a bumble bee. I told you I'd shoot, but you didn't believe me. Why didn't you believe me?
#191
CaptainSlug
-
- Administrators
- 4,763 posts
Resident Mad Scientist
Posted 27 January 2008 - 03:59 PM
General Cole and Skitzo. Please try removing one of the O-rings to see if it fixes the problem. You core piece may be slightly to short, causing the o-rings to be compressed by the 1-inch screws that hold the head together.
If doing this fixes your problem and temporarily allows you to install the plunger rod more easily then it may be a good idea to cut the plunger core piece slightly longer from now on.
I've changed the length of the piece in the write-up to be 7/16" in length rather than 3/8".
If doing this fixes your problem and temporarily allows you to install the plunger rod more easily then it may be a good idea to cut the plunger core piece slightly longer from now on.
I've changed the length of the piece in the write-up to be 7/16" in length rather than 3/8".
The little critters of nature, they don't know that they're ugly. That's very funny, a fly marrying a bumble bee. I told you I'd shoot, but you didn't believe me. Why didn't you believe me?
#192
Squishy
-
- Members
- 142 posts
Member
Posted 29 January 2008 - 11:20 AM
was this problem resolved?
Updated 6/2/08
We are the proud members of University of Maryland Nerf Activity Society, summer plans are:
Weekly games and summer Dart o' War.
WE LOVE OUTSIDE PLAYERS.
visit www.umdnerf.com for rules and forums or PM me for any questions. We always welcome outside players.
We are the proud members of University of Maryland Nerf Activity Society, summer plans are:
Weekly games and summer Dart o' War.
WE LOVE OUTSIDE PLAYERS.
visit www.umdnerf.com for rules and forums or PM me for any questions. We always welcome outside players.
#193
CaptainSlug
-
- Administrators
- 4,763 posts
Resident Mad Scientist
Posted 29 January 2008 - 05:26 PM
My plunger core is .44" long, not .375" like I had assumed. If cut shorter it will act to compress the o-rings and increase their OD.was this problem resolved?
The little critters of nature, they don't know that they're ugly. That's very funny, a fly marrying a bumble bee. I told you I'd shoot, but you didn't believe me. Why didn't you believe me?
#194
KBarker
-

- Members
- 131 posts
Member
Posted 31 January 2008 - 02:46 AM
I've noticed you're considering buying a very expensive machine to mass produce these. I would recommend looking in the yellow pages for a waterjet job shop. If you're really going for mass production, buy 4x8 sheets of plastic and have them cut out all your parts in one go. It'll probably be much cheaper than buying your own machine. Make sure you shop around for quotes, however, prices vary wildly.
#195
CaptainSlug
-
- Administrators
- 4,763 posts
Resident Mad Scientist
Posted 31 January 2008 - 08:43 AM
Yeah, that would be the cheapest option.
Getting 10 of them cut using a water-jet service would probably run around $600-800. But I would like to make a total of 30 over the next year.
I won't have any trouble affording the CNC router, and I have a long list of other things I can use it for (including actual work for the company where I'm currently employed).
With all I have planned for the next two years the tool will pay for itself fairly quickly.
Getting 10 of them cut using a water-jet service would probably run around $600-800. But I would like to make a total of 30 over the next year.
I won't have any trouble affording the CNC router, and I have a long list of other things I can use it for (including actual work for the company where I'm currently employed).
With all I have planned for the next two years the tool will pay for itself fairly quickly.
Edited by CaptainSlug, 31 January 2008 - 12:40 PM.
The little critters of nature, they don't know that they're ugly. That's very funny, a fly marrying a bumble bee. I told you I'd shoot, but you didn't believe me. Why didn't you believe me?
#196
VACC
-
- Founders
- 3,265 posts
Vacc is Legend
Posted 31 January 2008 - 12:14 PM
And in general, CNC Machines are the shiznate. I'm not sure where the router falls in their product line, but I know their high end stuff can carve any shape you like out of raw material down to extreme tolerences. They would be pretty interesting in carving nerf gun shells to be honest. I want my aluminum crossbow damn-it.
#197
CaptainSlug
-
- Administrators
- 4,763 posts
Resident Mad Scientist
Posted 31 January 2008 - 12:38 PM
Exactly. There are optional dimensional reading attachments that eventually I could use the basically ray-trace an object directly into CAD, put a block of material on the CNC router, then have it cut a duplicate.
Would be very expensive in terms of the amount of material used to do it that way. A more sensible approach would be to use the feature for designing molds for casting new parts.
Would be very expensive in terms of the amount of material used to do it that way. A more sensible approach would be to use the feature for designing molds for casting new parts.
Edited by CaptainSlug, 31 January 2008 - 12:47 PM.
The little critters of nature, they don't know that they're ugly. That's very funny, a fly marrying a bumble bee. I told you I'd shoot, but you didn't believe me. Why didn't you believe me?
#198
VACC
-
- Founders
- 3,265 posts
Vacc is Legend
Posted 31 January 2008 - 12:52 PM
Exactly. There are optional dimensional reading attachments that eventually I could use the basically ray-trace an object directly into CAD, put a block of material on the CNC router, then have it cut a duplicate.
Would be very expensive in terms of the amount of material used to do it that way. A more sensible approach would be to use the feature for designing molds for casting new parts.
Yeah, that's an incredibly exciting, if perhaps not too practical, concept. Weapons that were formerly extinct become perfectly reproducible. I'm not sure I'd be willing to risk the legal issues of selling such reproduction, though.
#199
ice
-

- Members
- 895 posts
Member
Posted 31 January 2008 - 01:02 PM
Wow, really smooth. when do you think you can get it finished?
i'd like to see it in action.
i'd like to see it in action.
<!--quoteo(post=206428:date=Jan 25 2009, 05:17 PM:name=Mukersman)--><div class='quotetop'>QUOTE(Mukersman @ Jan 25 2009, 05:17 PM)  </div><div class='quotemain'><!--quotec-->
</div><div class='quotemain'><!--quotec-->
Turd stefans. When I pulled these out of the pillow case i was just like, what... the... fuck...
Muker
<!--QuoteEnd--></div><!--QuoteEEnd-->
</div><div class='quotemain'><!--quotec-->Turd stefans. When I pulled these out of the pillow case i was just like, what... the... fuck...
Muker
<!--QuoteEnd--></div><!--QuoteEEnd-->
#200
CaptainSlug
-
- Administrators
- 4,763 posts
Resident Mad Scientist
Posted 31 January 2008 - 01:03 PM
It is done. See: http://www.captainsl...om/plusbow.html
It wouldn't be very feasible to completely reproduce a whole gun. Too many parts to make without having access to injection-molding equipment. I can't think of any whole guns I would want to go through the hassle of doing that for anyways. I'm thinking more along the lines of being able to mold new Manta Ray shells or make unibody shells for common integrations so you can just move the internals over to the new shell.
But we can discuss all of that at a much later date since I don't want to pay for the attachment right now.
It wouldn't be very feasible to completely reproduce a whole gun. Too many parts to make without having access to injection-molding equipment. I can't think of any whole guns I would want to go through the hassle of doing that for anyways. I'm thinking more along the lines of being able to mold new Manta Ray shells or make unibody shells for common integrations so you can just move the internals over to the new shell.
But we can discuss all of that at a much later date since I don't want to pay for the attachment right now.
Edited by CaptainSlug, 31 January 2008 - 01:17 PM.
The little critters of nature, they don't know that they're ugly. That's very funny, a fly marrying a bumble bee. I told you I'd shoot, but you didn't believe me. Why didn't you believe me?
2 user(s) are reading this topic
0 members, 2 guests, 0 anonymous users

